



 扫一扫
扫一扫

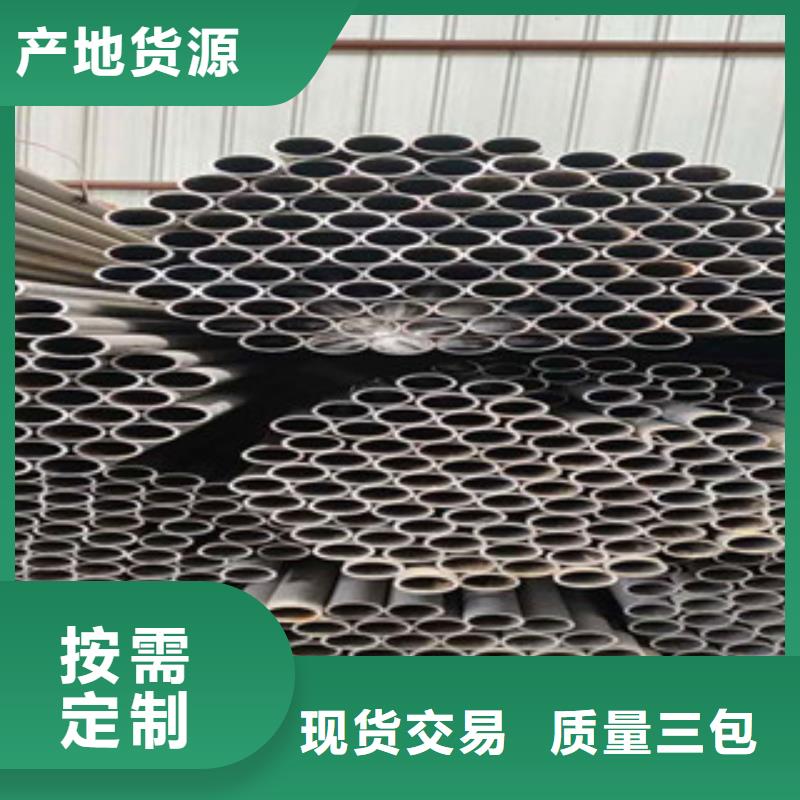
精密无缝钢管生产工序介绍:
.冷拔(轧)无缝精密钢管:圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔(轧)无缝精密钢管的轧制方法较热轧(挤压无缝精密钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔(冷轧)再坯管,专门的热处理。热处理后,就要被矫直。精密钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若精密钢管内部有裂纹,气泡等问题,将被探测出。精密钢管质检后还要通过严格的手工挑选。精密钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。


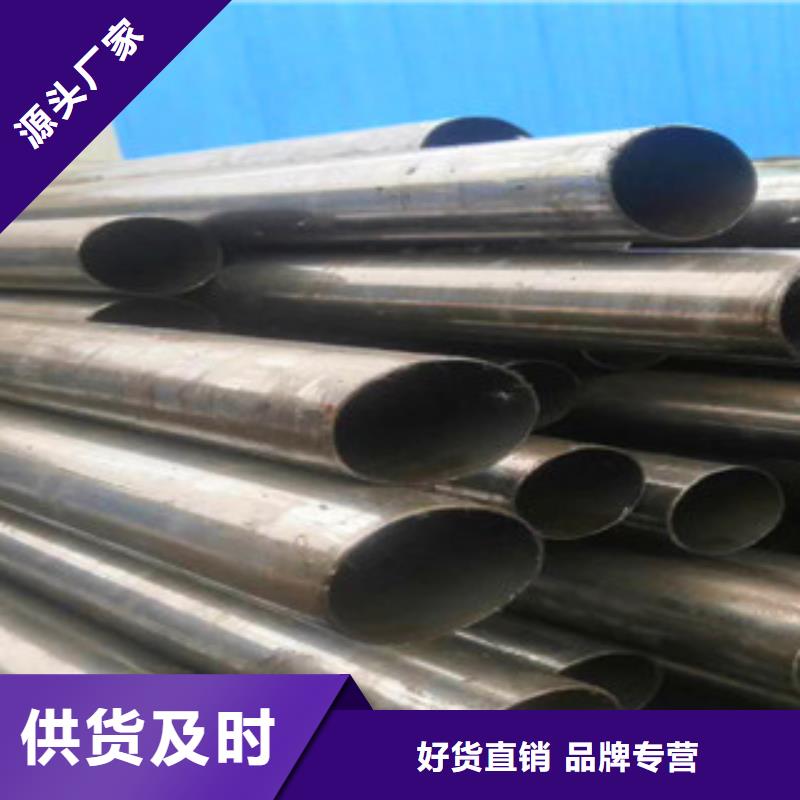
精密钢管生产方式:
(3)长芯棒滚模拔制圆管工艺(图7)。中国北京科技大学研究成功的多辊滚模长芯棒拔制圆管的过程是:拔制前先将管头缩口,使之与芯棒锥形过渡区相配合以卡住管子。然后插入芯棒,且使长芯棒细端通过滚模。拔制时冷拔机钳口咬住芯棒细端做直线运动,并将管子和芯棒一起从滚模中拉出,实现管材减壁延伸变形,变单纯冷拔法为拔轧结合法。这种方法可获得大的道次变形量,可减少能量消耗,结构简单,管子表面质量好;缺点是脱棒较困难。



你们的信任就是给我们的动力,我们的宗旨是合作共赢,达到双方的满意,为您做独到的 精拉无缝钢管,感谢大家对我们的支持,为您制作好的 精拉无缝钢管产品是我们不懈的动力,多谢大家在百忙之中能够看到我们龙丽金属材料(黑河市分公司)的信息,只要您一个电话,我们会与您沟通,和以实惠的 精拉无缝钢管价格回报您们的信任,我们历经多年发展,在 精拉无缝钢管行业已有良好知名度。


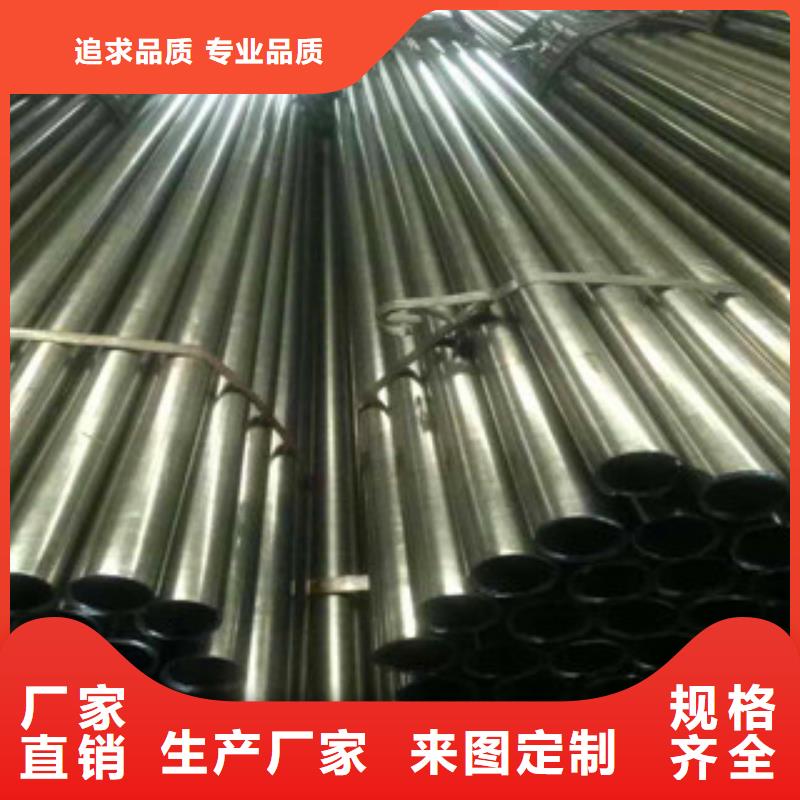
精密钢管生产方式:
(2)半连续和连续拔管。各种直线式拔管机都是间歇工作的,拔完一根管后需等待小车返回才能拔下一根管。因此研究出半连续和连续式拔管。半连续冷拔管有两种形式。一种是采用双移动拔管小车(图4),拔管小车固定在运动链上,并沿具有一定形状的导轨运行。上层的拔管小车把前一根管子拔出后,下层的拔管小车到达中心架前并夹住后一根管进行拔制。另一种是拔制时移动双拔管模的半连续拔管机

连续式拔管机有履带式的(图6)和双小车往复运动式的。履带式拔管机由前端装有拔管模的几个机架组成。机架上下两侧都装有环链,环链轴上装着履带节,用来压紧管子强迫送入拔管模。这种连续式拔管机可进行无芯棒和长芯棒拔制,与普通拔管机相比可提高产量3倍;存在的问题是在无芯棒拔制时易产生纵向壁厚不均,使用固定模阻力大、能耗高、产品表面质量较差以及脱棒困难。此外还有双小车往复运动的连续拔管,用于无芯棒拔制,见连焊连拔精密管。



技术支持:s797.com